Технология конструкционных материалов2.
Федеральное агентство по образованию
Сибирская государственная автомобильно-дорожная академия
Кафедра «Конструкционные материалы и специальные технологии»
Материаловедение. Технология конструкционных материалов
Конспект лекций для специальностей 190701 Организация перевозок и управление на транспорте,190702 Организация и безопасность движения
Лекция № 1
Введение
Материаловедение – наука, изучающая строение и свойства материалов и устанавливающая связь между их составом, строением и свойствами.
Знание свойств материалов позволяет наиболее успешно их использовать, поэтому это – конечная цель технического материаловедения. Свойства зависят от состава металла и его состояния. В свою очередь состав и состояние металла обуславливают его структуру.
Структура – порядок расположения атомов или молекул, а затем их группировка в более крупные скопления, называемые кристаллическими образованиями. Поэтому различают микро- и макроструктуру.
Типы кристаллических решеток у металлов
Металлы – кристаллические тела (положение атомов в пространстве упорядочено). Наименьшая часть кристаллической решетки называется элементарной ячейкой и представляет собой куб, шестигранную призму или другое геометрическое тело, в вершинах которого располагаются атомы металла. Многократно повторяясь, ячейки образуют кристаллическое зерно. Ориентировка ячеек в пределах одного зерна одинакова, а в соседних зернах различна. Размер зерен может быть от 1 мкм и более (до 10000 мкм).
Существует 7 разновидностей кристаллических решеток, но для металлов наиболее характерны следующие:
1. Кубическая объемно-центрированная решетка (ОЦК).
Это наиболее простой тип. 8 атомов образуют куб, девятый атом находится в центре объема куба на пересечении диагоналей.
п.: Fe , Cr, V, Mo, W.
В такой решетке атомы упакованы недостаточно плотно. Стремление атомов занять места наиболее близкие друг к другу приводит к образованию решеток других типов.
2. Кубическая гранецентрированная решетка (ГЦК).
8 атомов образуют куб, 6 атомов расположены в центре каждой из граней куба.
п .: Fe , Al, Cu, Ni, Pb.
3. Гексагональная плотноупакованная решетка (ГПУ).
12 атомов образуют шестигранную призму. 2 атома расположены в основаниях призмы, и еще 3 – внутри призмы.
п.: Mg, Zn, Cd (кадмий), Be (бериллий).
Прочность металла зависит от плотности упаковки кристаллической решетки и особенностей строения электронных оболочек атомов.
В свою очередь плотность упаковки определяется числом атомов, приходящихся на одну ячейку решетки и расстоянием между ними.
Всем монокристаллам присуща анизотропия, т. е. неравномерность свойств в различных направлениях, поскольку число атомов на разных направлениях различно.
п.: Если медный шар-монокристалл нагреть, то он превратится в эллипсоид (вследствие неодинаковости коэффициентов линейного расширения по различным направлениям).
Однако реальные металлы состоят из множества зерен, поэтому являются телами псевдоизотропными.
Опр . Полиморфизм (аллотропия) – способность некоторых металлов изменять кристаллическую решетку в зависимости от температуры и давления.
п.: железо при t 0 С имеет решетку ОЦК (Fe ), при 910 0 С
Дефекты кристаллических решеток: точечные, дислокации
Строение и свойства реальных кристаллов отличаются от идеальных вследствие наличия дефектов. Так, фактическая прочность металлов на 2–3 порядка ниже их теоретической прочности, которой обладает совершенно бездефектный металл.
Различают точечные, линейные и поверхностные дефекты.

Точечные дефекты малы во всех трех измерениях. Их образование связано с диффузионным (тепловым) движением атомов и присутствием примесей, искажающих кристаллическую решетку. Под влиянием тепловых колебаний отдельные атомы, кинетическая энергия которых значительно выше среднего, выходят в междоузлия (дислоцированные атомы). Образовавшееся в узле свободное место называется «дыркой» или вакансией. Точечные дефекты искажают решетку на 5–6 периодов. Вакансии непрерывно перемещаются в решетке, до тех пор, пока не выходят на поверхность кристалла. Чем выше температура, тем больше дырок, и меньше времени вакансия находится в узле решетки. Число дислоцированных атомов не равно числу вакансий, так как они образуются независимо друг от друга.
Точечные дефекты образуются также примесными атомами, которые могут располагаться в узлах кристаллической решетки основного элемента (твердый раствор замещения) или в междоузлиях (твердый раствор внедрения). В любом случае чужеродные атомы вызывают искажение кристаллической решетки.
Линейные дефекты, которые имеют протяженность в одном измерении и малы в двух других, называют также дислокациями.
Опр . Дислокации – линии, вдоль и вблизи которых нарушено характерное для кристалла правильное расположение атомных плоскостей.
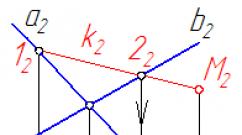
Краевая дислокация – наиболее распространенный вид.

Все атомные плоскости полные, а полуплоскость АВ обрывается внутри решетки. Линию крайних атомов в этой полуплоскости АВ и принято называть дислокацией.
Если нагрузить силой P идеальную решетку без дефектов, то возникающие касательные напряжения стремятся разорвать одновременно все межатомные связи в плоскости сдвига S – S, что требует большой силы.
При наличии в плоскости сдвига дислокации, достаточно разорвать всего одну межатомную связь (рис.) в результате чего дислокация начнет перемещаться, пока не выйдет на границу зерна в виде ступени. Это потребует небольшого напряжения (на несколько порядков ниже, чем для бездефектного металла). По мере выхода на границу зерна новых дислокаций ступенька растет, превращаясь в зародыш сдвига, а затем и микротрещины. Так происходит пластическая деформация металла и его разрушение.
Вывод: прочность металлов может быть повышена или устранением дислокаций в кристаллах, или повышением сопротивления их движению.
Вторая возможность реализуется введением специальных примесей, препятствующих движению дислокаций (очень мелкие, твердые частицы карбидов, нитридов, интерметаллидов – стопоры) а также термообработкой, холодной деформацией.
График зависимости прочности металла от плотности дислокаций:

А – прочность бездефектного металла (теоретическая прочность); В – прочность т. н. «чистых» металлов. На участке АВ по мере увеличения плотности дислокаций прочность снижается. На участке ВС по мере дальнейшего увеличения плотности дислокаций прочность постепенно растет. Перемещение дислокаций затрудняется в связи с тем, что при большом их количестве они мешают перемещению друг друга.
Увеличения числа дефектов достигают введением легирующих примесей, термообработкой, холодной деформацией.
Поверхностные дефекты возникают вследствие неправильной формы границ отдельных кристаллов, различной ориентации осей в смежных кристаллах. Поэтому границы между зернами – это скопления дислокаций. Чем мельче зерна сплава, тем больше суммарная площадь границ, больше дислокаций и выше прочность сплава.
Лекция № 2
Первичная кристаллизация сплавов
Процесс образования кристаллов из жидкости принято называть первичной кристаллизацией.


Начало образования кристаллов при охлаждении жидкого металла легко заметить, наблюдая так называемые кривые охлаждения (изменение температуры сплава во времени при его охлаждении). Для их построения используется прибор пирометр термоэлектрический, в котором имеется термопара и милливольтметр. Спай термопары погружается в расплав. Температура будет пропорциональна величине термотока.
Температура T, при которой совершается превращение из жидкого состояния в твердое, называется критической точкой.

Подобную же критическую точку можно получить и при нагревании, когда металл будет плавиться. Это пример обратимого превращения, которое при одной и той же температуре может совершаться в ту или другую сторону, в зависимости от того, идет процесс нагрева или охлаждения.
Вопрос : почему при температурах больших T состояние сплава жидкое, при меньших – твердое, и превращение происходит именно при T?
Ответ : В природе все самопроизвольно протекающие превращения, в т. ч. плавления и кристаллизации, вызываются тем, что новое состояние в новых условиях является более устойчивым, обладает меньшим запасом энергии.
Любая система, будь то жидкость или твердое тело, характеризуется термодинамической функцией F – запасом свободной энергии, которая меняется с изменением температуры, но по разному для жидкого и твердого состояний.
При меньшем значении F система всегда более устойчива, и если есть возможность, стремится перейти в состояние, где F=min. Если при данной температуре F ж

При температуре T s (теоретическая температура кристаллизации) свободные энергии жидкого и твердого состояния равны: F ж = F тв. Однако, если охлаждать жидкость, то при T s еще не происходит процесс кристаллизации. Для начала кристаллизации необходимо, чтобы жидкость была переохлаждена несколько ниже T s (достаточно очень незначительно), чтобы кристаллизация была термодинамически выгодной (F уменьшалась). То есть существует фактическая температура кристаллизации T пер. По аналогии также обратное превращение в жидкость происходит с перегревом твердого тела несколько выше T s .

Специальность «материаловедение и технология материалов» является одной из важнейших дисциплин практически для всех студентов, изучающих машиностроение. Создание новых разработок, которые смогли бы конкурировать на международном рынке, невозможно представить и осуществить без доскональных знаний данного предмета.
Изучением ассортимента различного сырья и его свойств занимается курс материаловедения. Различные свойства используемых материалов предопределяют спектр их применения в технике. Внутреннее строение металла или композитного сплава напрямую влияет на качество продукции.
Основные свойства
Материаловедение и технология конструкционных материалов отмечают четыре наиболее важных характеристики любого металла или сплава. В первую очередь это физические и механические особенности, позволяющие прогнозировать эксплуатационные и технологические качества будущего изделия. Основным механическим свойством здесь является прочность — она напрямую влияет на неразрушаемость готовой продукции под воздействием рабочих нагрузок. Учение о разрушении и прочности есть одна из важнейших составных частей базового курса «материаловедение и технология материалов». Эта наука составляет для поиска нужных конструкционных сплавов и компонентов, предназначенных для изготовления деталей с нужными прочностными характеристиками. Технологические и эксплуатационные особенности позволяют спрогнозировать поведение готового изделия при рабочих и экстремальных нагрузках, высчитать пределы прочности, дать оценку долговечности всего механизма.
Основные материалы
В течение последних столетий основным материалом для создания машин и механизмов является металл. Поэтому дисциплина «материаловедение» уделяет большое внимание металловедению - науке о металлах и их сплавах. Большой вклад в её развитие сделали советские ученые: Аносов П. П., Курнаков Н. С., Чернов Д. К. и другие.
Цели материаловедения
Основы материаловедения обязательны для изучения будущими инженерами. Ведь основной целью включения этой дисциплин в учебный курс является обучение студентов технических специальностей делать правильный выбор материала для сконструированных изделий, чтобы продлить сроки их эксплуатации.

Достижение поставленной цели поможет будущим инженерам решить следующие задачи:
- Правильно оценивать технические свойства того или иного материала, анализируя условия изготовления изделия и срок его эксплуатации.
- Иметь правильно сформированные научные представления о реальных возможностях улучшения каких-либо свойств металла или сплава путем изменения его структуры.
- Знать обо всех способах упрочнения материалов, которые могут обеспечить долговечность и работоспособность инструментов и изделий.
- Иметь современные знания об основных группах используемых материалов, свойствах этих групп и об области применения.
Необходимые знания
Курс «материаловедение и технология конструкционных материалов» предназначен для тех студентов, которые уже понимают и могут объяснить значение таких характеристик, как напряжение, нагрузка, пластическая и агрегатное состояние вещества, атомо-кристаллическое строение металлов, типы химических связей, основные физические свойства металлов. В процессе изучения студенты проходят базовую подготовку, которая им пригодится для покорения профильных дисциплин. Более старшие курсы рассматривают различные производственные процессы и технологии, в которых весомую роль играет материаловедение и технология материалов.

Кем работать?
Знания конструктивных особенностей и технических характеристик металлов и сплавов пригодятся или конструктору, работающему в области эксплуатации современных машин и механизмов. Специалисты в области технологии новых материалов могут найти свое место работы в машиностроительной, автомобильной, авиационной, энергетической, космической сфере. В последнее время наблюдается дефицит специалистов с дипломом «материаловедение и технология материалов» в оборонной промышленности и в сфере разработки средств связи.
Развитие материаловедения
Как отдельная дисциплина, материаловедение являет собой пример типичной прикладной науки, объясняющей состав, строение и свойства различных металлов и их сплавов при разных условиях.
Умение добывать металл и изготавливать различные сплавы человек приобрел еще в период разложения первобытнообщинного строя. Но как отдельная наука материаловедение и технология материалов начали изучаться чуть более 200 лет назад. Начало 18 века - период открытий французского ученого-энциклопедиста Реомюра, который первый попытался изучить внутреннюю структуру металлов. Аналогичные исследования проводил английский фабрикант Григнон, в 1775 году написавший небольшое сообщение о выявленной им столбчатой структуре, которая образуется при отвердевании железа.
В Российской империи первые научные труды в области металловедения принадлежали М. В. Ломоносову, который в своем руководстве попытался кратко объяснить сущность различных металлургических процессов.

Большой рывок вперед металловедение сделало в начале 19 века, когда были разработаны новые методы исследования различных материалов. В 1831 году труды П. П. Аносова показали возможность исследовать металлы под микроскопом. После этого несколькими учеными из ряда стран были научно доказаны структурные превращения в металлах при их непрерывном охлаждении.

Через сто лет эра оптических микроскопов прекратила свое существование. Технология конструкционных материалов не могла делать новые открытия, пользуясь устаревшими методами. На смену оптике пришло электронное оборудование. Металловедение стало прибегать к электронным методам наблюдения, в частности, нейтронографии и электронографии. С помощью этих новых технологий возможно увеличение срезов металлов и сплавов до 1000 раз, а значит, оснований для научных выводов стало гораздо больше.
Теоретические сведения о строении материалов
В процессе изучения дисциплины студенты получают теоретические знания о внутренней структуре металлов и сплавов. По окончании курса слушателями должны быть получены следующие умения и навыки:
- о внутреннем ;
- об анизотропии и изотропии. Чем обусловлены эти свойства, и как на них можно воздействовать;
- о различных дефектах строения металлов и сплавов;
- о методах исследования внутренней структуры материала.
Практические занятия по дисциплине материаловедение
Кафедра материаловедения имеется в каждом техническом вузе. В период прохождения заданного курса студент изучает следующие методы и технологии:
- Основы металлургии - история и современные методы получения сплавов металлов. Производство стали и чугуна в современных доменных печах. Разливка стали и чугуна, методы повышения качества продукции металлургического производства. Классификация и маркировка стали, ее технические и физические характеристики. Выплавка цветных металлов и их сплавов, производство алюминия, меди, титана и других цветных металлов. Применяемое при этом оборудование.


Современное развитие материаловедения
В последнее время материаловедение получило мощный толчок развития. Потребность в новых материалах заставила ученых задуматься о получении чистых и сверхчистых металлов, ведутся работы по созданию различного сырья по изначально просчитанным характеристикам. Современная технология конструкционных материалов предлагает использование новых веществ взамен стандартных металлических. Больше внимания уделяется применению пластмасс, керамики, композиционных материалов, которые имеют параметры прочности, совместимые с металлическими изделиями, но лишены их недостатков.
Министерство образования Российской Федерации
Южно-Уральский Государственный Университет
Кафедра “Станки и инструмент”
Пояснительная записка к курсовой работе
по курсу “Технология конструкционных материалов”
17010 4 -2007-1 90-18 ПЗ
ЧЕЛЯБИНСК 2007
ВВЕДЕНИЕ
1. Холодное деформирование
2. Конструкционные материалы
3. Сущность процесса горячей объёмной штамповки, области её
применения
4. Оборудование
5. Разработка поковки и технологические операции получения поковки
6. Обработка детали резанием
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
Аннотация
Пояснительная записка к курсовой работе по курсу “Технология конструкционных материалов”: Курсовая работа. – Челябинск: ЮУрГУ, 2007. – 22 стр. с ил.
Библиография литературы – 4 наименования, 5 листов чертежей формата А4.
В работе обзорно изложены различные способы штамповки деталей и приведены схемы.
В работе изложена последовательность изготовления штамповочных форм. Для заданной конфигурации детали, согласно полученным в ходе расчета значениям, разработана матрица, пуансон и прочая оснастка.
Настоящая работа проведена для полученных теоретических знаний основополагающих аспектов штамповочных процессов в рамках учебной программы курса “Технология конструкционных материалов”.
Введение
В современных условиях развития общества одним из основных факторов технологического процесса в машиностроении является совершенствование технологии производства. Коренное преобразование производства возможно в результате создания более совершенствованных средств туда, разработки принципиально новых технологий.
Развитие и совершенствование любого производства в настоящее время связано с его автоматизацией, создание робототехнических комплексов, широким использованием вычислительной техники, применением станков с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные системы управления, становятся возможными оптимизация технологических процессов и режимов обработки, создание гибких автоматизированных комплексов.
Важным направлением научно – технического прогресса является также создание и широкое использование новых конструкционных материалов. В производстве все шире используется сверхчистые, сверхтвердые, жаропрочные, композиционные, порошковые полимерные и другие материалы, позволяющие резко повысить технический уровень и надежность оборудования. Обработка этих материалов связана с решением серьезных технологических вопросов.
Создавая конструкции машин и приборов, обеспечивая на практике их заданные характеристики и надежность работы с учетом экономических показателей.
Описание технологических процессов основано на их физической сущности и предваряет сведения о строении и свойствах конструкционных материалов. Основные методы обработки конструкционных материалов: литье, обработка давлением, сварка и обработка резанием. Эти методы в современной технологии конструкционных материалов характеризуется многообразием традиционных и новых технологических процессов, возникающих на их слиянии и взаимопроникновении.
1. Холодное деформирование
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации.
Холодную штамповку можно разделить на объемную штамповку (сортового металла) и листовую штамповку (листового металла) Разделение целесообразно из-за различия технологии штампования и отличия самих штампов.
Рассмотрим холодную объемную штамповку.
Холодная объемная штамповка
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно производят на кривошипных или гидравлических прессах в штампах, рабочими частями которых является пуансон и матрица.
Холодное выдавливание
Способы холодного выдавливания:
2. обратное
3. боковое
4. комбинированное
1. При прямом выдавливании (рис.1, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающим с направлением движения пуансона 1 относительно матрицы. Так можно получать детали типа стержней с утолщениями. Зазор между пуансоном и цилиндрической частью матрицы должен быть достаточно мал для того, чтобы металл не вытекал в него.
Если на торце пуансона (рис.1, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем.
2. При обратном выдавливании направление течения металла противоположно движению пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис.1, в). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и др.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис.1, г).
3. При боковом выдавливании металл вытекает в отверстие боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 1, д). Таким образом можно получить детали типа тройников, крестовин и т.п. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадающей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
4. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из ранее рассмотренных схем холодного выдавливания (рис.1, е).
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Используются заготовки диаметром 0,5 – 40 мм из черных и цветных металлов, а так же детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т.п.). На рис 2 показаны последовательные переходы штамповки двух характерных деталей.
Штамповкой на холодновысадочных автоматах обеспечивается достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Так, в частности, изготовляют метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением – накаткой.
Штамповка на холодновысадочных автоматах обладает большой производительностью и характеризуется высоким коэффициентом использования металла.
 рис. 2.
рис. 2.
Холодная штамповка в открытых штампах
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Схема холодной штамповки аналогична схеме горячей объемной штамповки.
Холодной объемной штамповкой можно изготовлять пространственные детали сложных форм (сложные и с отверстиями). Холодная объемная штамповка обеспечивает так же получение деталей со сравнительно высокой точностью размеров и качеством поверхности. Это уменьшает объем обработки резанием или даже исключает ее. Так как штампуют обычно за один ход ползуна пресса, то холодная штамповка (даже при использовании нескольких переходов со своими штампами) характеризуется большей производительностью по сравнению с обработкой резанием. Однако, учитывая, что изготовление штампов трудоемко и дороже изготовления инструментов, используемого при обработке резанием, холодную штамповку следует применять при достаточно большой серийности производства.
2. Конструкционные материалы
Детали машин чрезвычайно разнообразны, и для их изготовления необходимы материалы с самыми различными свойствами. Требования к материалам серьезно возросли в эпоху научно-технического прогресса. В некоторых случаях для изготовления изделий необходимы материалы, обладающие следующими свойствами: повышенной коррозийной стойкостью, теплопроводностью и электропроводностью, особыми магнитными свойствами, тугоплавкостью, сверхпроводимостью и т.п. Для правильного использования имеющихся материалов, так же как и для обработки заготовок из них, важно иметь представление о их структуре, так как это дает возможность учитывать влияния режимов эксплуатации или обработки на характеристики изделия.
Свойства металлов и сплавов, применяемых в машиностроении
Все металлы имеют кристаллическое строение. Атомы в твердом металле расположены упорядоченно и образуют кристаллические решетки. Расстояния между атомами называют параметрами решеток и измеряют в нанометрах. С повышением температуры или давления параметры решеток могут изменяться. Некоторые металлы в твердом состоянии в различных температурных интервалах приобретают различную кристаллическую решетку, что всегда приводит к их изменению физико-химических свойств.
Курс «Технология конструкционных материалов» посвящен изучению свойств конструкционных материалов, способов их производства, получения из них заготовок и деталей машин. Наибольшее внимание в курсе уделяется получению изделий из металлических сплавов. Рассматриваются также методы получения неметаллических конструкционных материалов и изделий из них.
О курсе
Курс посвящен изучению свойств конструкционных материалов, способов их производства, получения из них заготовок и деталей машин. Наибольшее внимание в курсе уделяется получению изделий из металлических сплавов. Рассматриваются также методы получения неметаллических конструкционных материалов и изделий из них.
Курс «Технология конструкционных материалов» направлен на формирование значимых для технической инженерной подготовки способностей и умений, связанных с выбором материалов, технологий изготовления, энергосбережения и применения экологически чистых машиностроительных технологий. Курс позволяет систематизировано и наглядно сформировать знания о конструкционных материалах и технологиях изготовления изделий из них; изучить механические свойства конструкционных материалов; изучить способы изготовления заготовок деталей машин; изучить способы изготовления деталей машин (прежде всего, обработка металлов резанием); изучить способы получения заготовок и деталей машин из пластмасс и резины; изучить технологию получения спечённых изделий (порошковая металлургия) и производство композиционных материалов, а также разработать технологию изготовления отливок в разовых песчано-глинистых формах или технологию получения поковки методом горячей объемной штамповки для простых деталей. Прилагается большой банк заданий для курсовых работ.
Курс развивает конструкторское и инженерное мышление, необходимое при последующем обучении и в профессиональной деятельности.
Формат
Еженедельные занятия будут включать просмотр презентаций, анимированных иллюстративных материалов, тематических видео-лекций. Для закрепления изученных материалов предлагаются вопросы для самостоятельной проверки, тестовые задания, виртуальные лабораторные работы и варианты курсовых работ по разделам «Литейное производство» и «Обработка металлов давлением». Предусмотрены промежуточные контрольные тестирования по каждому разделу курса и итоговое контрольное тестирование по всему содержанию курса.
Информационные ресурсы
Ярушин С.Г. Технологические процессы в машиностроении: Учебник для бакалавров. М.: Юрайт, 2011. – 564 с.
Технология обработки конструкционных материалов: Учебник для вузов. – 3-е изд., перераб., доп. М.: изд-во МГТУ им Н.Э. Баумана, 2010. – 678 с.
Технология конструкционных материалов: Курс лекций: Учеб. пособие (с мультимедийным пособием на оптическом носителе). М.: изд-во МГТУ им Н.Э. Баумана, 2010 – 227 с.
Требования
Для успешного освоения дисциплины достаточно элементарных сведений, полученных в школьных курсах химии, физики, математики.
Программа курса
Раздел 1. Введение: Основные понятия. Классификация и свойства конструкционных материалов. Значение конструкционных материалов в машиностроении.
Раздел 2. Основы металлургического производства: Производство чугуна. Производство стали. Производство цветных металлов: меди, алюминия, титана.
Раздел 3. Обработка металлов давление: Физические основы ОМД. Прокатка. Прессование. Волочение. Ковка. Объемная штамповка. Листовая штамповка
Раздел 4. Литейное производство: Значение литейного производства в машиностроении. Виды литейных форм. Классификация литейных сплавов, их механические и литейные свойства. Технология изготовления отливок в песчано-глинистых формах
Раздел 5. Сварка: Сущность процесса образования сварного соединения. Классификация способов сварки. Классификация сварных швов. Классификация сварных соединений
Раздел 6. Обработка металлов резанием: Общая характеристика процесса. Токарная обработка. Фрезерование. Обработка на сверлильных станках. Шлифование.
Раздел 7. Полимерные материалы и композиты: Общие сведения о полимерах и их свойствах. Конструкционные пластические массы, их свойства, назначение основных компонентов. Способы получения изделий из полимерных материалов. Композиционные материалы на полимерной и металлической матрицах. Композиционные материалы на неорганической матрице: инфракерметы, и ультракерметы. Виды, свойства и применение керамических композиционных материалов
Раздел 8. Перспективы развития производства конструкционных материалов.
Результаты обучения
В результате освоения курса «Технология конструкционных материалов» обучающийся будет способен:
- оперировать технической терминологией учебной дисциплины при решении профессиональных задач;
- составить маршрутную технологию изготовления изделия;
- разрабатывать технологию изготовления отливок в разовых песчано-глинистых формах или технологию получения поковки методом горячей объемной штамповки для простых деталей;
- производить необходимые расчёты по технологии изготовления изделия.
Формируемые компетенции
- способность обеспечивать технологичность изделий и процессов их изготовления, умение контролировать соблюдение технологической дисциплины при изготовлении изделий (ПК-1);
- способность выбирать основные и вспомогательные материалы для изготовления изделий, способы реализации основных технологических процессов, аналитические и численные методы при разработке их математических моделей (ПК-2)
- способность участвовать в работах по доводке и освоению технологических процессов в ходе подготовки производства новой продукции, проверять качество монтажа и наладки при испытаниях и сдаче в эксплуатацию новых образцов изделий, узлов и деталей выпускаемой продукции (ПК-3);